Return to Introduction to Continuous Casting
Continuous casting transforms molten metal into solid on a continuous basis and includes a variety of important commercial processes. These processes are the most efficient way to solidify large volumes of metal into simple shapes for subsequent processing. Most basic metals are mass-produced using a continuous casting process, including over 500 million tons of steel, 20 million tons of aluminum, and 1 million tons of copper, nickel, and other metals in the world each year.
Continuous casting is distinguished from other solidification processes by its steady state nature, relative to an outside observer in a laboratory frame of reference. The molten metal solidifies against the mold walls while it is simultaneously withdrawn from the bottom of the mold at a rate which maintains the solid / liquid interface at a constant position with time. The process works best when all of its aspects operate in this steady-state manner.
Relative to other casting processes, continuous casting generally has a higher capital cost, but lower operating cost. It is the most cost- and energy- efficient method to mass-produce semi-finished metal products with consistent quality in a variety of sizes and shapes. Cross-sections can be rectangular, for subsequent rolling into plate or sheet, square or circular for long products, and even “dog-bone” shapes, for rolling into I or H beams.
Many different types of continuous casting processes exist. Figure 1 pictures a few of the most important ones. Vertical machines are used to cast aluminum and a few other metals for special applications. Curved machines are used for the majority of steel casting and require bending and / or unbending of the solidifying strand. Horizontal casting features a shorter building and is used occasionally for both nonferrous alloys and steel. Finally, thin strip casting is being pioneered for steel and other metals in low-production markets in order to minimize the amount of rolling required.
1. Steel Continuous Casting
Continuous casting is a relatively new process in historical terms. Although the continuous strip casting process was conceived by Bessemer in 1858, the continuous casting of steel did not gain widespread use until the 1960s. Earlier attempts suffered from technical difficulties such as “breakouts”, where the solidifying steel shell sticks to the mold, tears, and allows molten steel to pour out over the bottom of the machine. This problem was overcome by Junghans in 1934 by vertically oscillating the mold, utilizing the concept of “negative strip” where the mold travels downward faster than the steel shell during some portion of the oscillation cycle to dislodge any sticking.[1] Many other developments and innovations have transformed the continuous casting process into the sophisticated process currently used to produce over 90% of steel in the world today, including plain carbon, alloy and stainless steel grades.[1]
The continuous casting process for steel is shown in Figure 1 (second frame) and the close-up of the upper mold region in Figure 2. In this process, molten steel flows from a ladle, through a tundish into the mold. The tundish holds enough metal to provide a continuous flow to the mold, even during an exchange of ladles, which are supplied periodically from the steelmaking process. The tundish can also serve as a refining vessel to float out detrimental inclusions into the slag layer. If solid inclusion particles are allowed to remain in the product, then surface defects such as “slivers” may form during subsequent rolling operations, or they may cause local internal stress concentration, which lowers the fatigue life. To produce higher quality product, the liquid steel must be protected from exposure to air by a slag cover over the liquid surface in each vessel and by using ceramic nozzles between vessels. If not, then oxygen in the air will react to form detrimental oxide inclusions in the steel.
Once in the mold, the molten steel freezes against the water-cooled walls of a bottomless copper mold to form a solid shell. The mold is oscillated vertically in order to discourage sticking of the shell to the mold walls. Drive rolls lower in the machine continuously withdraw the shell from the mold at a rate or “casting speed” that matches the flow of incoming metal, so the process ideally runs in steady state. The liquid flow rate is controlled by restricting the opening in the nozzle according to the signal fed back from a level sensor in the mold.
The most critical part of the process is the initial solidification at the meniscus, found at the junction where the top of the shell meets the mold, and the liquid surface. This is where the surface of the final product is created, and defects such as surface cracks can form, if problems such as level fluctuations occur. To avoid this, oil or mold slag is added to the steel meniscus, which flows into the gap between the mold and shell. In addition to lubricating the contact, a mold slag layer protects the steel from air, provides thermal insulation, and absorbs inclusions.
Below mold exit, the thin solidified shell (6-20 mm thick) acts as a container to support the remaining liquid, which makes up the interior of the strand. Water or air mist sprays cool the surface of the strand between the support rolls. The spray flow rates are adjusted to control the strand surface temperature with minimal reheating until the molten core is solid. After the center is completely solid (at the “metallurgical length” of the caster, which is 10 - 40m) the strand is cut with oxyacetylene torches into slabs or billets of any desired length.
Different continuous casting processes exist to produce cross sections of different shapes and sizes. Heavy, four-piece plate molds with rigid backing plates are used to cast large, rectangular “slabs”, (50-250 mm thick and 0.5–2.2 m wide), which are rolled into plate or sheet. Similar molds are used for casting relatively square “blooms”, which range up to 400 x 600 mm in cross section. Single-piece tube molds are used to cast small, square “billets” (100 - 200 mm thick) which are rolled into long products, such as bars, angles, rails, nails, and axles. The new strip casting process is being developed using large rotating rolls as the mold walls to solidify 1-3mm thick steel sheet.
When casting large cross sections, such as slabs, a series of rolls must support the soft steel shell between mold exit and the metallurgical length, in order to minimize bulging due to the internal liquid pressure. Extra rolls are needed to force the strand to “unbend” through the transition from the curved to the straight portion of the path shown in Fig. 1. If the roll support and alignment are not sufficient, internal cracks and segregation may result. These defects will persist in the final product, even after many rolling and other operations, so it is important to control the casting process.
The process is started by plugging the bottom of the mold with a “dummy bar”. After enough metal has solidified like a conventional casting onto its head, the dummy bar is then slowly withdrawn down through the continuous casting machine and steady state conditions evolve. The process then operates continuously for a period of one hour to several weeks, when the molten steel supply is stopped and the process must be restarted. The maximum casting speed of 1-8 m/min is governed by the allowable length of the liquid core, and to avoid quality problems, which are generally worse at higher speeds.
After the steel leaves the caster, it is reheated to a uniform temperature and rolled into sheet, bars, rails, and other shapes. Modern steel plants position the rolling operations close to the caster to save on reheating energy. Further information on the continuous casting of steel can be found elsewhere.[1-6]. The application of computational models to understand and improve this process is discussed in “Model_Chap”.
2. Semi-Continuous Casting of Aluminum
Over 90% of commercial aluminum alloys are cast by semi-continuous vertical casting machines, typically as 0.05 - 0.5m diameter round sections. This process is similar to steel continuous casting, with the significant difference that it must be stopped periodically when the bottom of the cast “ingot” reaches the floor of the casting pit. Other differences are the slower casting speed, (0.03 – 0.1 m/min.) which is required to avoid internal cracks, and the shorter metallurgical length (0.1 - 1.0 m).
The two most popular types of aluminum continuous casting are the direct-chill (DC) and electromagnetic (EM) processes, which are distinguished by the method for supporting the liquid at the meniscus. The DC process uses water-cooled mold walls, similar to steel casting, while the EM process induces horizontal electromagnetic forces to suspend the metal from ever touching the mold walls. In both processes, the solid skin shrinks away from the mold walls shortly below the meniscus, whereupon the surface is cooled with spray water. Further information on aluminum continuous casting is available elsewhere.[7, 8]
3. Other Continuous Casting Processes
Copper is often continuous cast using a vertical or horizontal process to produce round billets for subsequent extrusion, forging or wire drawing.[9] A wide variety of other continuous casting processes exist for special applications. Electroslag remelting (ESR) and vacuum arc remelting (VAR) are two forms of vertical continuous casting used for nonferrous metals, superalloys and specialty alloy sections up to 1.5m diameter.[10] Heat is supplied from an electrode above the melt and the top surface is protected with a thick slag layer (ESR) or a vacuum (VAR). These processes avoid oxide inclusions and remove impurities such as sulfur to produce highly refined metal with less segregation and fewer other defects than found in conventional continuous casting. Their products are more costly, but are needed for critical parts such as found in the aerospace industry.
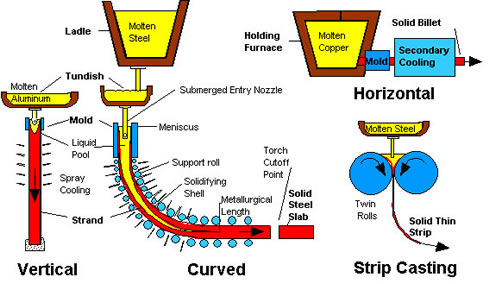
Figure 1: Continuous Casting Methods

Figure 2: Schematic of continuous casting tundish, SEN and mold
